
Closed from 22 December. Reopening 03 January. Last dispatch 21 December.
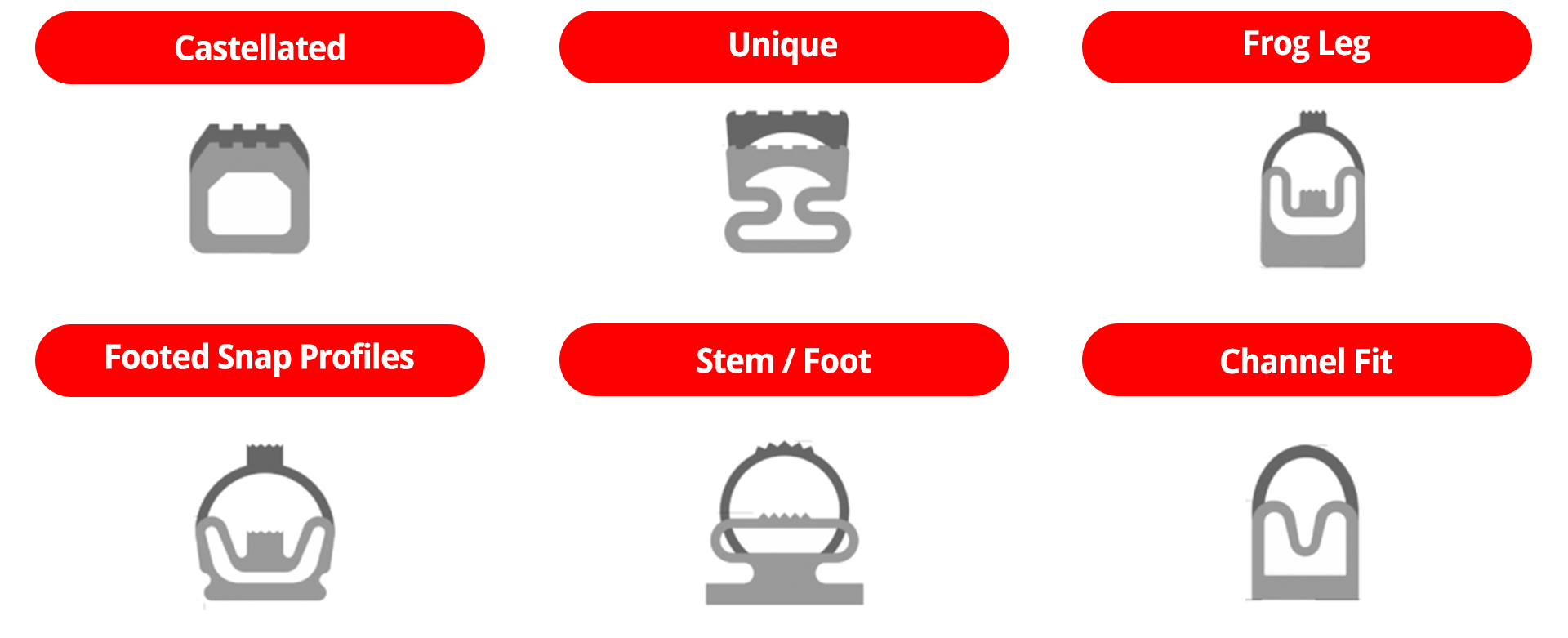
Inflator seals are inflated with air using a pressure regulated supply system. When pressure is applied the seal inflates to conform to uneven surfaces and provides a reliable barrier from moisture, dust and other contaminants. Inflator seals can operate in temperatures from – 60ºC to +200ºC and even higher temperatures for shorter periods of time. Expansion capabilities (the ability to close a gap) vary by profile. However, the larger the expansion gap the larger the profile.
Choosing the right material depends on many variables, this selection tool includes some. Speak with us prior to confirming your choice.
Owner and Managing Director
After earning a bachelor’s degree in Chemistry, Carl began his career working for BP as an Industrial Chemist before progressing through the company to become a supply chain specialist. For over 14 years, he operated extensively in the global business, focusing on supply chain management and integration.
His devotion to becoming a world-class leader started during his service in the Army Reserve, where he developed a particular interest in Australia’s Defence capability.
After serving on the Management Committee, Carl was elected President of the Australian Industry Defence Network (AIDN), Queensland in 2016 and in 2022, was appointed Chair of the AIDN National Board. Carl has an unwavering commitment to supporting and cultivating a strong defence industry in Australia.
With strong leadership skills and global corporate experience, Carl took up the Queensland Gasket reins in 2012. Since then, the company has continued to work closely across industries utilising his supply chain network, as well as adapting to meet the changing needs of consumers, technologies, and business opportunities.
Choosing the right material depends on many variables, this selection tool includes some. Speak with us prior to confirming your choice.
Select your desired option below to share a direct link to this page

{kind=link}
{kind=link}